There are many trade-offs to consider when managing inventory and operating costs. You learn by trial and error as you try different approaches, and there may be some frustration along the way. Yet in this process, you will start thinking and speaking like a real supply chain professional as you describe your problems and discuss possible solutions. In working with these simulations you will experience the operating problems and quandaries that all supply chain managers encounter. And what you learn in the simulations you can use in the real world.
Techniques that work well in these simulations also work well for managing real supply chains. SCM Globe is not just a game. Successful techniques you discover here can be applied to fix similar problems in actual supply chains.
** IF YOU PURCHASED the BUSINESS EDITION: SCM GLOBE PRO — Please contact us (info@scmglobe.com) to activate the data import/export features, and the automatic modeling and reporting features of SCM GLOBE PRO. You can also schedule your one hour training session included with SCM GLOBE PRO.
Manage Movement of Products between Facilities
Ideas listed here apply to all case studies in the library, as well as to any actual or new supply chains you may model and simulate. If you keep trying different combinations of ideas and looking at the simulation results, you will see what works best. It may be frustrating at first, but there will be an “Aha!” moment if you keep at it. Here are some ideas to consider:
Look at the simulation data and notice where excess inventory builds up. Think of ways to reduce the excess inventory. You can do this by scheduling product deliveries to better match product demand. Adjust the delay between departures for vehicles delivering products to facilities; increase the delay to make deliveries less frequent and decrease the delay to make deliveries more frequent. If a case study starts out with too much product on-hand at a facility, then schedule fewer deliveries and deliver less than the demand amount so the excess inventory will be used up at the facility.
Synchronize factory production rates and delivery schedules to meet store demand. If you produce more products than the total store demand, there will be accumulation of excess inventory at one or more facilities in the supply chain. If you do not produce enough inventory, then one or more stores will run out of inventory unless your simulation starts with large amounts of inventory already on-hand at facilities.
Think about ways to use just-in-time (JIT) delivery of inventory to stores and warehouses to prevent buildup of excess inventory. Try to schedule your delivery vehicles so they deliver inventory to cover demand and replenish safety stock and no more. You can make smaller deliveries to every store every day or you can deliver larger amounts every few days. Experiment with using different size trucks that go at different speeds and carry different volumes of products. You can use the default values or do research on the Internet to find truck size, speed and cost numbers. Use your best estimates for these numbers. See explanation below of how to use the Economic Order Quantity (EOQ) to calculate optimal product delivery amounts and frequencies.
Experiment with multi-stop delivery routes versus single stop delivery routes and look at the vehicle expenses involved. If several stores are relatively close to each other and a truck can carry enough inventory, then it’s probably better to use multi-stop routes. If stores are spread out and not close to each other then it might be better to do single stop routes. Run simulations of different ideas and see what happens.
Look at the storage capacity of the facilities. How much storage space do you really need at each facility? If you reduce on-hand inventory at facilities then you can also reduce the amount of storage space needed, and the rent cost on that storage space will also drop.
When you open new stores or warehouses look for locations that are near good transportation routes such as major highway intersections. This will reduce travel times and transportation costs.
Consider using rail transport when rail connections are available. Rail roads are a much less expensive way to move inventory than using trucks. Do research on the websites of major rail carriers and see where their rail lines go and see if you can locate stores or warehouses nearby. (Notice in the Cincinnati Seasonings case study the factory is located right near a major rail yard in Cincinnati). Consider opening a new DC to support company growth and new stores and locate that DC near a rail yard so you can ship product to the new DC from the factory using rail transport. And the DC can also use rails to ship to stores that are farther away than what a truck could reach in a few hours or less.
Transportation by ship or barge is also much less expensive than by truck or airplane. Are your facilities located near large bodies of water or rivers or canals where you can transport products using ships or barges? Does it make sense to use this type of transportation for your products?
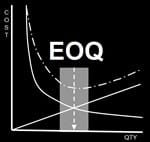
Use Economic Order Quantity (EOQ) to Calculate Delivery Amounts and Frequencies
EOQ is an equation for calculating the ideal order quantity for a product in order to minimize inventory costs. Use answers obtained from this equation to optimize product delivery amounts and delivery frequencies for facilities in a supply chain. Here is the equation (√ means square root):
EOQ = √ 2 x (annual product demand) x (ordering cost) / (annual holding cost)
Annual product demand– is estimated by multiplying daily demand by 365. Daily demand for a product at a facility is already shown in supply chain models from the online library. You can also use other techniques for estimating annual demand if you wish, but multiplying daily demand by 365 is often good enough.
Ordering cost– an estimate of how much it costs an organization to place an order, receive the order, issue payment and put away the inventory delivered. Different companies have different ordering costs; estimates can range from $15 to $150 or more. Industry trade associations can provide data on average ordering costs for companies in their industries, or your company may already have an ordering cost it uses for EOQ calculations (we use $30 in the examples shown below).
Annual holding costs– often estimated at 20% of product price. Industry trade associations can provide data on average annual holding costs for companies in their industries.
EOQ shows how much and how often to deliver to a facility – it is what a facility should actually order in an efficient supply chain. Set product delivery amount (drop qty) at a facility equal to the EOQ amount for the product at that facility. Then divide the EOQ amount by daily demand for the product to estimate how often deliveries should be made to the facility.
SAMPLE EOQ and DELIVERY FREQUENCY CALCULATIONS
EOQ estimating assumptions:
Product A is a pallet sized quantity of product and has a price of $500
Facility serves 1000 people, demand is estimated at one tenth (0.1) of a pallet per person per day for Product A
Therefore, demand for Product A is: 1000 x 0.1 = 100
Ordering cost for Product A is $30 (see more about ordering cost in the Footnotes below)
Annual holding cost for Product A is 20% of its price: 0.2 x 500 = $100
EOQ = √ 2 x (annual product demand) x (ordering cost) / (annual holding cost)
EOQ = √ 2 x (100 x 365) x $30 / 100
= √ 21,900 (square root of 21,900)
= 147.98 (round to nearest whole number)
Delivery amount = 148
Delivery frequency calculations (Economic Order Interval – EOI):
Divide EOQ delivery amount by product daily demand at a facility to minimize transportation cost and on-hand inventory: 148/100 = 1.48 days
Multiply number of days by 24 to convert delivery frequency to hours: 1.48 days x 24 = 35.52 hours
Delivery frequency is set by the number of hours in the “Delay between departures” field at the bottom of the vehicles edit box
Subtract route travel time from delivery frequency to get delay between departures: If round-trip travel time is 6.5 hours, then delay between departures equals: 35.52 – 6.5 = 29.02 (round to nearest whole number)
Delay between departures = 29 hours
Note: Travel times and distances displayed for routes are round-trip, and simulations always use round-trip numbers.
USE EOQ TO IMPROVE PERFORMANCE OF THE ENTIRE SUPPLY CHAIN
The easiest way to start is to optimize single-stop routes between warehouses and stores first. After applying EOQ delivery amounts and frequencies to those routes, simulation results will show on-hand inventory at the stores leveling off, and also show lower transportation costs on those routes.
On multi-stop routes, if each facility has different product demand numbers, then they will also have different delivery amounts and frequencies. Group facilities with similar product demands on common multi-stop routes, and use vehicles that can carry enough to meet delivery quantities called for by all the facilities on the route.
When multiple facilities are served by a common route, it may not be possible to use the exact delivery amounts and frequencies for each facility as indicated by the EOQ equation. Make adjustments to delivery amounts and frequencies to get the best overall results for the facilities on a multi-stop route.
Some facilities may be better served by having their own single-stop routes. Try different route configurations and run simulations to see what works best.
In the EOQ calculation for a warehouse, set demand equal to the combined product demand at the stores supported by that warehouse. There is no product demand at a warehouse unless a product is actually consumed at the warehouse.
Synchronize factory production with total store demand by setting daily product production rates at the factory equal to total daily demand for that product at the stores.
If your supply chain model includes raw material or component parts delivered from a supplier to a factory, then apply EOQ to set delivery amounts and frequencies. In most cases, factory demand is set by production rates that synchronize with store demand. Sometimes factory production rates may be higher than store demand to build up inventory, or less than store demand to reduce inventory.
FOOTNOTES
Ordering cost estimates ranging from $30 to $60 for ordering costs are common in many companies (use $30 if you are working on the Cincinnati Seasonings case study).
EOQ amounts are affected by estimates for ordering cost and annual holding cost.
Delivery amounts are constrained by size and weight capacity of delivery vehicles, experiment with different vehicles.
Use simulation results to adjust these initial estimates as needed to fix problems so supply runs for desired length of time (usually 15 – 30 days).
See Effect of EOQ and Other Supply Chain Equations in the Simulations
Apply the EOQ equation to calculate delivery amounts and frequencies at facilities and see the on-hand inventory graphs at those facilities flatten out in the simulation results.
The new beta test reporting template uses the EOQ equation to calculate product delivery quantities and frequencies. It also provides dashboards to help you identify the facilities and operations in your supply chain that will deliver the greatest overall improvements. See more about this in Supply Chain Optimization & Reporting Template
In addition to the reporting templates provided by SCM Globe, there are other open source templates available to help you optimize supply chain operations. Find the best locations for new supply chain facilities, and find the best delivery routes. These templates listed below let you use data from your supply chain model and simulation results to analyze and improve your supply chain:
A supply chain planning worksheet shown below was designed by a student team in Dr. Dennis Duke’s graduate supply chain management class at Florida Institute of Technology. It is one example of how to plan and synchronize product production rates and delivery schedules to meet demand at stores.
Supply Chain Planning Worksheet (click on image for bigger picture)
These are a few ideas for you to try. As you play with different ideas and simulations you will start to get an intuitive feel for what works. There is no single answer that fits every situation so different techniques work best in different situations. Supply chains are part science and part street-smarts, and professionals who learn to combine the science and the street-smarts are much in demand.
SAVE BACKUP COPIES of your supply chain model from time to time as you make changes. Click “Save” button next to your model in Account Management screen. There is no “undo”, but if a change doesn’t work out, you can restore from a saved copy. And sometimes supply chain model files (json files) become damaged and they no longer work, so you want backup copies of your supply chain to restore from when that happens.

 Use Economic Order Quantity (EOQ) to Calculate Delivery Amounts and Frequencies
Use Economic Order Quantity (EOQ) to Calculate Delivery Amounts and Frequencies